Folding sheet metal
Sheet metal folding is a forming process in which a metal sheet is bent to create a three-dimensional shape. This process is common in the manufacturing of various solutions, from industrial components to construction materials.

Sheet metal folding is typically carried out using a folding machine, whether manual or automatic, and we will now describe the most relevant aspects to consider in the folding process of sheet metal.
What is the neutral fiber?
The “neutral fiber” refers to the zone within a sheet of metal where there is no deformation or change in the length of the piece. It is the point at which the bent piece is neither stretched nor compressed during the bending process.
Therefore, it could be defined as the line passing through the inside of a sheet and representing the center of the forces acting on that sheet.
When a sheet of metal is folded, the outer part of the fold tends to stretch (lengthen), while the inner part compresses (shortens). Between these two areas, there is a zone where there is no change in length, and this zone is the neutral fiber.
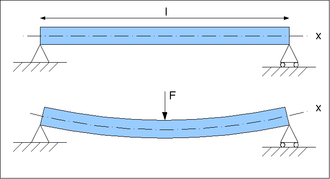
The location of the neutral fiber is an important factor in sheet metal folding, as it affects how the piece bends and how it distributes forces throughout the folding process.
The change in the position of the neutral fiber is determined by the following factors:
- Type of metal
- Thickness
- Bending angle
- Inside radius
- Sheet metal folding method
Bending tolerance and K factor
The bending allowance or bending tolerance is a measure of how much additional material from a sheet is required to fold it to the correct size. Bending allowance is determined by considering the bending angle, bending radius, material thickness, and a variable called the K factor.
Mathematically, the K factor is the ratio between the position of the neutral fiber (t) and the thickness of the sheet (T). The K factor typically falls within the range of 0.30 to 0.50.
The K factor helps identify the tolerance of a folded sheet before defects such as cracks occur and is directly related to the length of the sheet stretched during the bending process.
Therefore, it is crucial to know the K factor to achieve the expected results in sheet metal folding and to avoid production overruns due to waste.
Bending radius
The “bending radius” refers to the distance from the folding axis to the outermost part of a folded sheet. In other words, it is the measurement from the center of the sheet’s curvature radius to the curved outer surface.
The bending radius is a critical measure in sheet metal folding, as it affects the final shape of the bent piece. A smaller bending radius creates a more pronounced curvature, while a larger bending radius results in a smoother curve.
The bending radius is also related to the material’s ability to bend without breaking. If the bending radius is too small for the material and its thickness, it can cause excessive deformations or even fractures in the sheet.
Knowledge of the appropriate bending radius is essential for achieving successful manufacturing and ensuring that the folded sheets maintain the required dimensions and geometry.
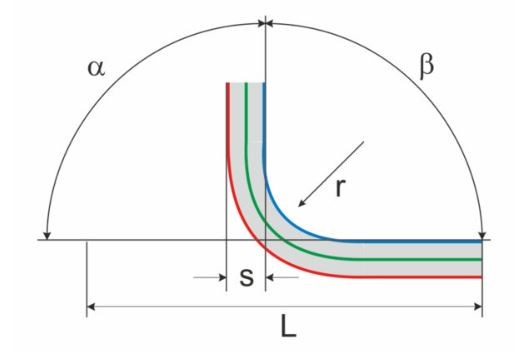
α = Bending angle
β = Opening angle
L = Length of material
r = Bending radius
s = Thickness of steel sheet
One of the main activities we carry out at TAS is sheet metal folding. We specialize in cutting metal from coils up to 1,500 mm wide, as well as in folding, punching, and finishing under the highest quality standards.
We work with a wide range of metals such as steel, aluminum, zinc, stainless steel, and hot-rolled steel with thicknesses up to 6 mm.
If you have any project that requires sheet metal folding, feel free to contact us, and we will provide you with the best advice.